После лазерной, плазменной, механической либо штамповочной резки край заготовки оценивают отдельно от основного контура. Номинальные размеры могут соответствовать чертежу, однако остаточные выступы, окалина и острые ребра ограничивают передачу изделия на следующий участок. Выбор метода зависит от характера дефекта, толщины листа, серийности и требований к последующему технологическому этапу.
Какие дефекты остаются на кромке после резки
После механического разделения на выходной стороне инструмента могут формироваться заусенцы. Они возникают при пластическом деформировании и неполном отделении материала. После термического раскроя на нижней стороне иногда остается грат – затвердевший расплав, который удерживается по линии реза. Такие дефекты не следует путать с окалиной: она образуется при нагреве и окислении стали.
Также контролируют острое ребро, риски, локальные наплывы и следы от входа или выхода резака. Их значение определяется не только высотой. Важны прочность удержания, протяженность, расположение около отверстий и влияние на сопрягаемые поверхности.
Когда край требуется подготовить дополнительно

Для листовых заготовок дополнительно проверяют плоскостность и следы термического влияния возле линии реза. При наличии коробления корректируют режим раскроя и опору, затем выполняют доводку. Проверку выполняют до передачи партии.
Перед сваркой удаляют остатки расплава, рыхлые окислы и выступы, из-за которых расчетный зазор не сохраняется в соединении. Фаску формируют только тогда, когда ее размеры предусмотрены конструкторской или технологической документацией. Для окрашивания проверяют отсутствие острых ребер и непрочно удерживаемых частиц: на таких участках защитное покрытие имеет меньшую толщину и быстрее повреждается при эксплуатации.
Перед сборкой край оценивают в местах контакта с прокладками, кабелем, крепежом и ответными элементами. Формирование радиуса устраняет острое ребро, которое может повредить уплотнительные материалы или вызвать порез при ручном перемещении. Если изделие передают заказчику без последующей доводки, состояние всех доступных граней проверяют по требованиям документации.
Снятие выступов и скругление: различия для производства
Зачистка удаляет заусенцы, остатки расплава и локальные наплывы. После такого съема край может оставаться острым, если чертеж не содержит требования к радиусу. Скругление формирует заданное притупление или радиус по всей обрабатываемой зоне. Оно требуется, когда необходимо исключить острое ребро, повысить стойкость лакокрасочного слоя на гранях или обеспечить безопасность ручного обращения.
Для одних деталей достаточно удалить дефект без изменения профиля. Для других необходимо выдержать радиус, величину притупления или параметры фаски. Различие определяет тип рабочего органа, величину съема и порядок контроля после прохода.
Как выбрать способ обработки кромки под задачу
| Исходная проблема | Что нужно получить после обработки | Когда подходит ручная доводка | Когда нужен станок |
|---|---|---|---|
| Заусенцы после механической резки или штамповки | Удалить выступы, снизить риск порезов и помех при сборке | Единичные детали, опытные образцы, короткие участки с удобным доступом | Серийные партии, повторяющиеся контуры, длинные кромки, требования к одинаковому результату |
| Грат после термической резки | Удалить затвердевший расплав по линии реза | Небольшой объём, выборочные зоны, нерегулярные заказы | Регулярная резка, большой объём ручной доработки, возвраты деталей после контроля |
| Острая кромка перед покраской | Сформировать притупление или радиус для более стабильного покрытия на гранях | Только если требования к покрытию невысокие и объём небольшой | При серийной окраске, порошковой покраске, требованиях к повторяемому состоянию кромки |
| Кромка перед сваркой | Убрать выступы, окислы и загрязнения, которые мешают сборке соединения | Для локальной подготовки отдельных зон | При повторяющихся деталях, стабильном маршруте и необходимости снизить ручную зачистку |
| Кромка перед сборкой | Исключить острые участки, которые мешают посадке, повреждают прокладки, кабели или сопрягаемые элементы | Для разовых изделий и труднодоступных зон | При серийной сборке, частых повреждениях сопрягаемых элементов или нестабильном результате ручной обработки |
| Деталь перед отгрузкой без дальнейшей доводки | Получить безопасное и контролируемое состояние доступных граней | При малой партии и простом контроле | При регулярной отгрузке однотипных деталей и необходимости стабилизировать внешний вид и безопасность обращения |
Ручная доводка или станок: когда требуется механизация
Ручную доводку применяют для опытных образцов, единичных заказов и внутренних зон сложной геометрии. Напильник, шабер, зенковка или абразивный брусок подходят при свободном доступе и малой суммарной длине контуров. Параметры прохода зависят от усилия работника, направления движения и степени износа оснастки.
При регулярном выпуске ручной труд увеличивает разброс между изделиями. Один и тот же участок может получить разный радиус и разную шероховатость в течение смены. При повторяющейся геометрии и большой длине проходов применяют механизированную линию. Она обеспечивает стабильную траекторию, регулируемое давление и одинаковое число проходов.
Необходимость механизации подтверждают хронометражом. Рассчитывают трудоемкость на одну позицию, расход абразива, время приемки и долю возвратов на доработку. При выборе станка для обработки кромки сопоставляют эти данные с объемом выпуска, чертежом и следующим этапом.
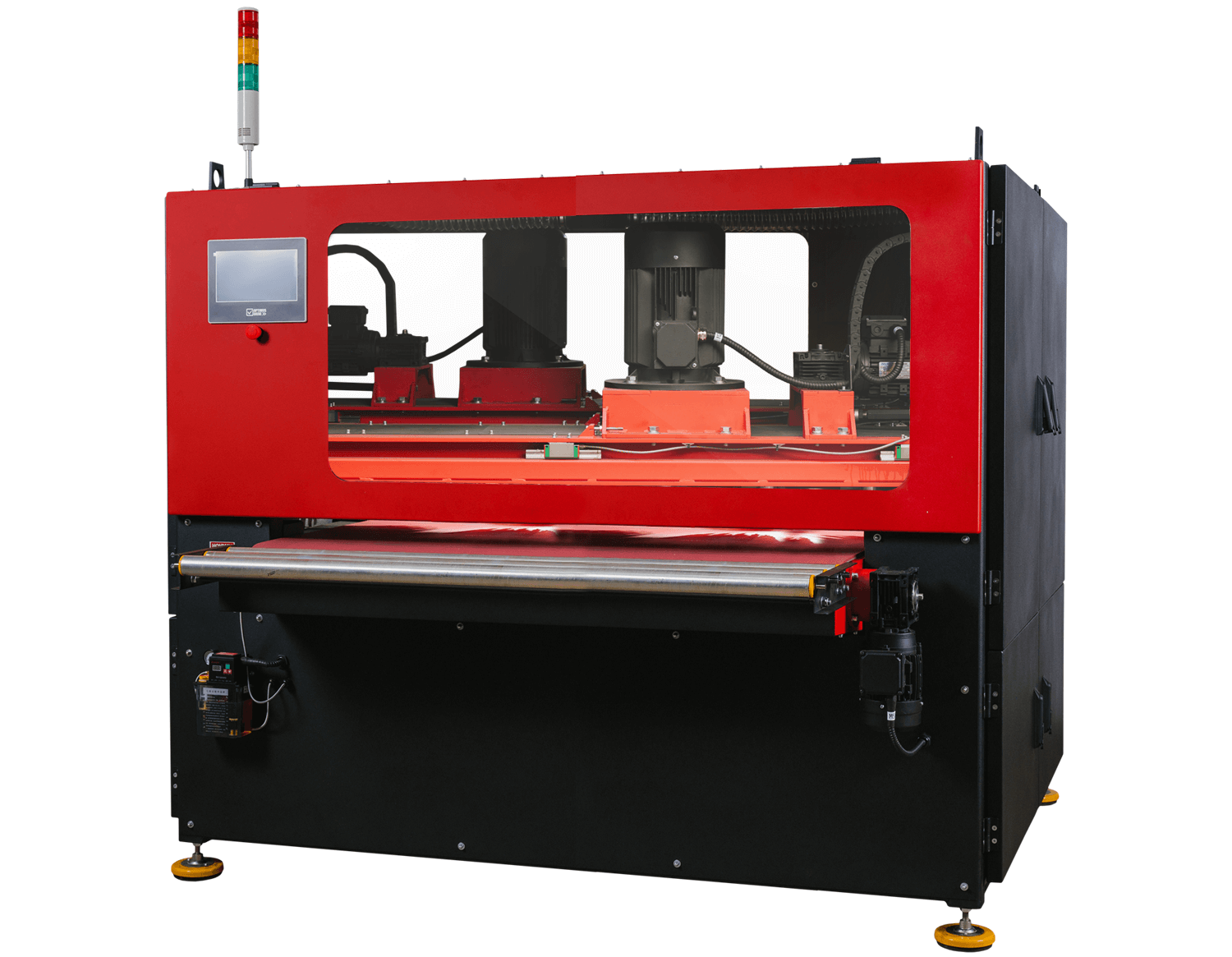
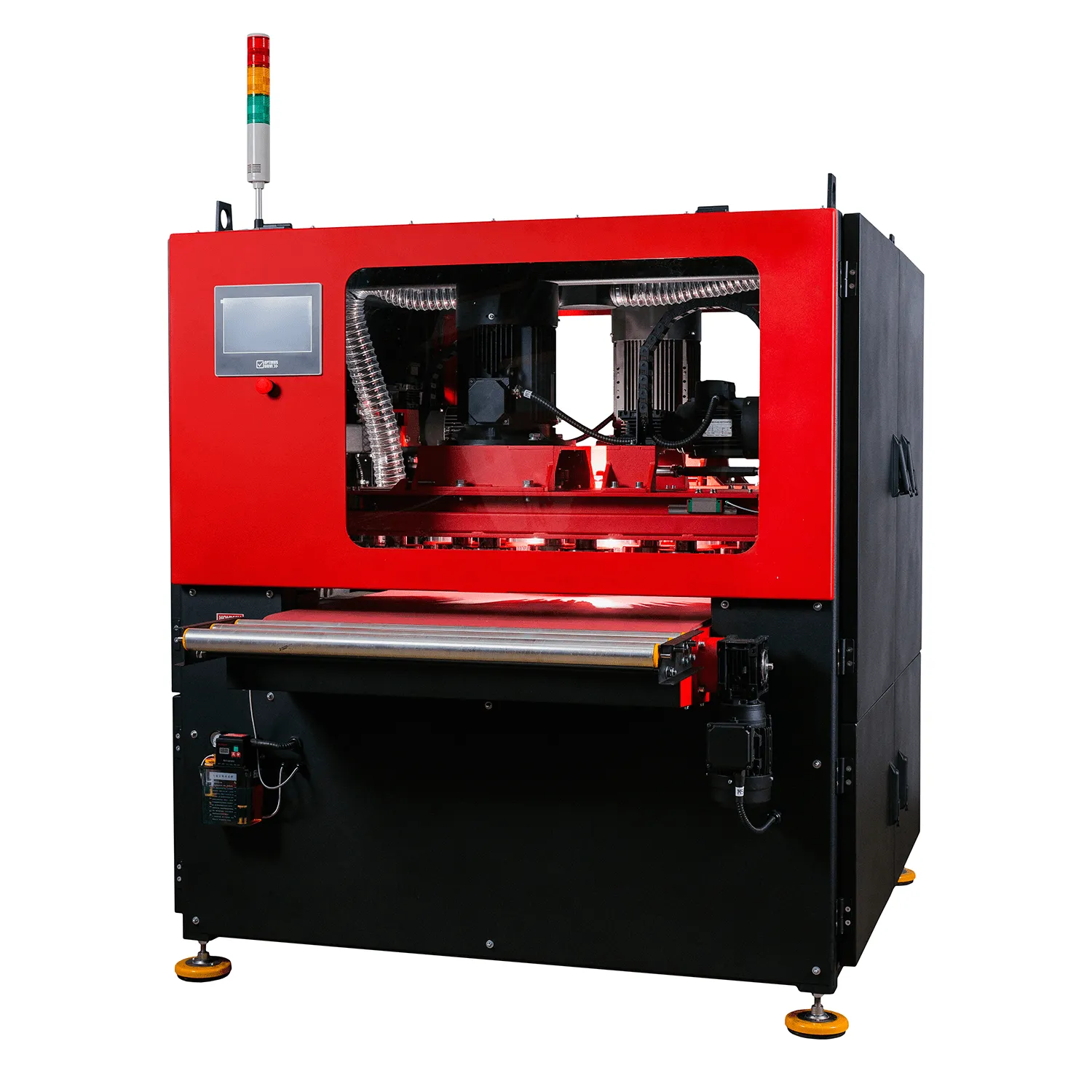
Как выбрать станок для обработки края
Оборудование подбирают по марке металла, толщине, габаритам, форме контура, расположению отверстий и типу остаточного слоя. Для плоского листа с наружными контурами применяют щеточные, ленточные или дисковые схемы. При наличии внутренних вырезов и малых отверстий предварительно проверяют доступ рабочего органа к каждой зоне.

Требования к кромке фиксируют в чертеже или технологической карте. Для каждой детали задают допустимую высоту остаточного выступа, радиус или величину притупления, а также участки, где съем не допускается. При подборе режимов обработки учитывают жесткость заготовки, ее опору на столе и свойства конкретного металла.
Отдельно устанавливают, какой результат должна обеспечить обработка: снять грат, устранить остаточные выступы, сформировать радиус, подготовить плоскость под покрытие или выполнить несколько задач за один проход. Для тонкого листа чрезмерное давление способно вызвать локальную деформацию, а для высокопрочного сплава требуется абразив с достаточной режущей способностью. Выбранный станок проверяют на образцах: геометрия деталей должна сохраняться, а состояние кромок – соответствовать документации. Режим подтверждают после обработки образцов и заносят в карту процесса. Контроль кромки выполняют по всей длине профиля, включая переходы у вырезов и отверстий. При необходимости используют шаблон для подтверждения радиуса и дополнительно оценивают отсутствие отслоившихся частиц.
Какие операции выполняет оборудование
В зависимости от конструкции установка выполняет снятие затвердевших наплывов, зачистку после резки, притупление острых ребер, формирование радиуса и выравнивание следов на плоскости. Не каждая машина решает все задачи одновременно. Рабочий орган, подача, скорость и число проходов определяются конкретным технологическим маршрутом.
После наладки проверяют первые образцы. Контроль включает оценку состояния края, отсутствие непрочно удерживаемых частиц, радиус при его наличии, шероховатость и сохранение размеров. Если один проход совмещает несколько задач, параметры фиксируют в карте процесса отдельно для каждого материала и толщины.
Какие данные нужны для выбора оборудования и КП
Чтобы подобрать решение и подготовить коммерческое предложение, специалистам направляют чертеж, фотографии проблемных зон с масштабной линейкой и образец, если его можно предоставить. В исходных данных указывают:
- марку металла, толщину и габариты;
- способ резки и состояние края после нее;
- объем партии, номенклатуру и периодичность выпуска;
- характер дефекта и требуемый результат;
- следующий технологический этап.
По этим данным определяют тип установки, рабочий орган, расчетную производительность и порядок приемки. Для расчета указывают зоны, требующие доводки: наружный контур, отверстия, вырезы, сварные соединения или вся плоскость детали.
Частые вопросы о доводке края после резки
Нужно ли удалять все следы после термического реза?
Удаляют остатки, которые не соответствуют документации или мешают следующему этапу. Плотно удерживаемую окалину оценивают отдельно с учетом назначения изделия.
Можно ли заменить формирование радиуса простой доводкой?
Только когда чертеж допускает острый край после удаления выступов. Если задан радиус или притупление, применяют процесс, который обеспечивает требуемую геометрию.
Когда достаточно выборочного контроля?
При стабильной серии и подтвержденных режимах проводят контроль по установленной периодичности. При смене материала, толщины, рабочего органа или параметров процесса проверяют первые заготовки повторно.